

主要材料
:| 染料 | 橡皮 |
| 羊毛毡 | 黄铜 |
| 不织布 | 焊锡浆 |
所需工具
:| 直尺 | 美工刀 |
| 水消笔 | 定位针 |
| 划粉 | 水彩笔 |
制作步骤
:第1步:

宽铲头子柄舌处也抛光了,自己DIY时需要将柄舌人为做粗糙一点,
以增强柄舌与胶水的粘着!
打磨材料与方法后面有写!第2步:

产品前言
本产品主要参照巴里金宽铲,并在结构上加以优化。
目前市面上的宽铲,主要问题在于:
1.铲头弧度不对,导致容易铲穿皮革;
2.侧面开刃,容易伤手;
3.只铣一条斜槽,导致刃角越磨越大;
4.手柄外形追求逼格,手感不佳;
5. 使用普通钢材,保持性较差;
6. 设计问题,导致打磨非常不方便
一个工具好的好用与否,应该是材料与工艺的结合,用普通钢材制作的宽铲,保持性和晶体细腻程度是无法与M390宽铲相媲美的。只开一条直槽的宽铲,使用寿命极低!第3步:
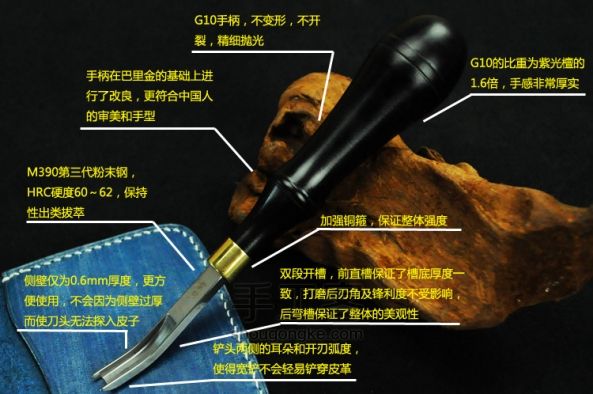
产品特点
高防锈性,高保持性(不容易钝),符合人体力学的手柄。
两段内槽接续寿命更长!槽内外全抛光!
-----------------------------------------------------------------------------------------------------------------------------------------------
产品参数
【钢材】奥地利博乐第三代粉末钢M390 【硬度】HRC60~62
【柄材】G10 【护手材料】黄铜
【全长】155mm 【刃宽】6mm 【重量】约67g
-----------------------------------------------------------------------------------------------------------------------------------------------
M390钢材介绍
M390为奥地利BOHLER(中文名百禄/博乐)出品的第三代高级粉末不锈钢,高达20%的铬含量(铬含量13%以上即可定义为不锈钢)使其在防锈性上傲视群雄。
奥地利百禄BOHLER M390 MICROCLEAN 为高铬系麻田散铁型耐蚀钢,其金相组织为大量的碳化铬、碳化钒微粒,均匀散布于Cr>12% 的基地上
BOHLER超强的粉末钢冶炼技术,使其具有极强的抗腐蚀能力及超群的耐磨能力,可以使你拥有极其出色的刀锋。
从材料本身来说,明显优于目前主流钢材。开刃角度较为锋利,刃面打磨也是粗制滥造的产品无法比拟的。
咱们要玩,就要玩得明明白白,不要被高速钢,HSS等名词唬住,高速钢种类繁多,价格可以相差几十倍,性能也参差不齐,有几个卖家能说得清楚自己所用钢材的牌号?热处理工艺如何?实际使用效果如何的?
-----------------------------------------------------------------------------------------------------------------------------------------------
产品细节图第4步:

宽铲的重心越靠前,就越容易操控!
头子做得较短,不是为了省材料,而是为了调整重心使之尽量靠前!第5步:

整体铲头带两段弧度,以保证实用和美观。
前端开平直槽,保证槽底厚度一致,这样即便多次打磨,刃角也是一样小,从而保持锋利度!后端开弧形槽,保证美观性!第6步:

第7步:

铲头耳朵弧度+开刃弧度的完美匹配,使得人以正常姿势使用宽铲时,
刃口部分在耳朵弧度的作用下会微微上扬,以防止铲穿皮革第8步:

第9步:

铲头侧壁厚度0.6mm,非常容易使用!
(侧壁太厚则铲头难以深入皮革铲起肉面,越薄意味着加工难度越高)第10步:

铲头精抛光,槽内也要抛干净!
第11步:

铜护手
第12步:

体力学手柄,在综合比较各种手柄后,根据宽铲的使用方式,
我选择了在美观和实用之间取了一个平衡。
这个手柄可以使你的手正好按压在宽铲的头子上,方便使用!
采用了G10材料,不吸水不开裂不变形,寿命非常高!整体手感出众!第13步:

第14步:

宽铲的使用方法
1. 配合推槽器(正在生产)进行段削:
先在段削部位用推槽器挖一条槽,再用宽铲进行削薄
(这是比较精确的做法,可以控制段削宽度)。
2. 整体削薄:
用宽铲在肉面进行铲薄,再用小刨子进行整体的找平。
3. 特殊部位处理:
皮环安装背面等削薄刀无法涉及的细节部位。















