
主要材料
:| 植鞣革3尺 |
所需工具
:| 无匠高端3mm菱斩1 | 裁皮刀1 |
| 削薄刀1 | 塑形棒1 |
| 笔刀1 | 间距规1 |
| 皮革滚轮1 | 纱剪1 |
| 削边器1 | 圆锥1 |
| 上胶片1 | 钢尺1 |
制作步骤
:第1步:

分享重点
1.植鞣折边 2.植鞣包边
3.削薄技巧 4.中卡位底部缝合
使用工具耗材
无匠3.0mm菱斩、裁皮刀、削薄刀、塑形棒、笔刀、间距规、皮革滚轮、纱剪、削边器、圆锥、上胶片、钢尺等。
2.0mm栎木革、1.0mm栎木革等。第2步:

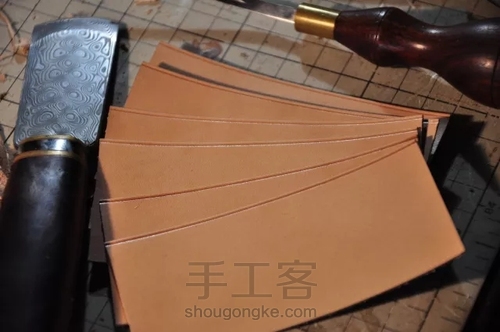
下料裁切
1-下料裁切:
按照版型进行粗裁,所需结构:上卡位*2、中卡位*2、下卡位*2、
卡位底托*2、中层面结构*1、外面结构、长包边条*2、短包边条*2。第3步:

1.0厚度结构:上卡位*2、中卡位*2。
下卡位*2、卡位底托*2、中层面结构*1
精
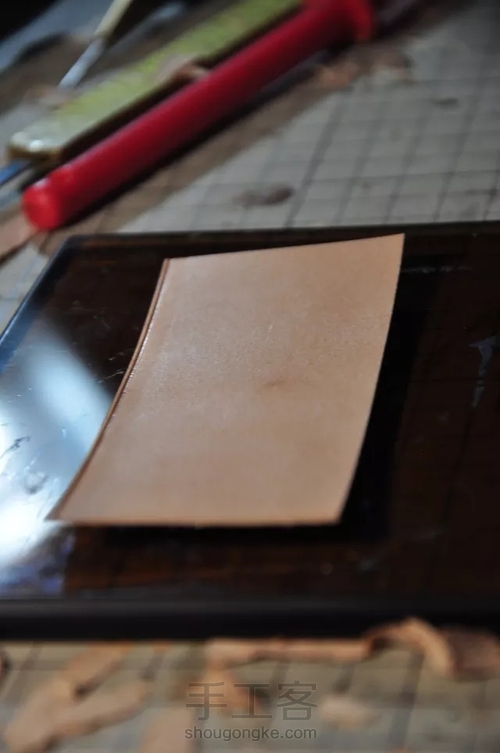
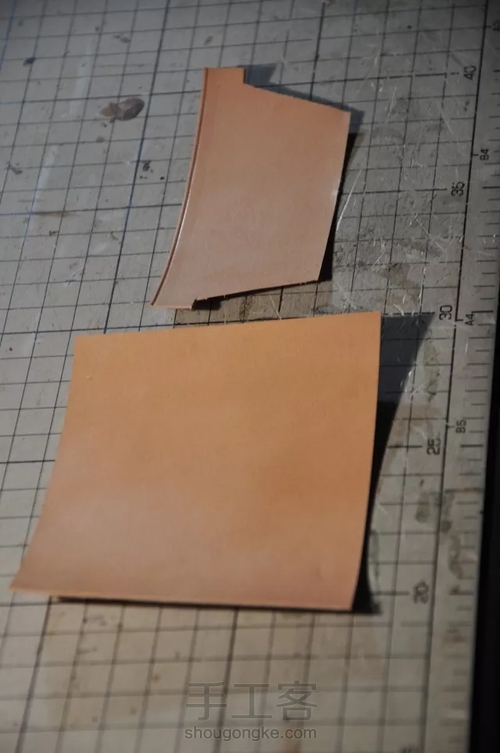
裁阶段第4步:

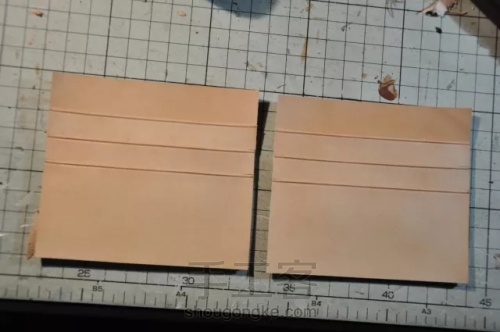
第5步:

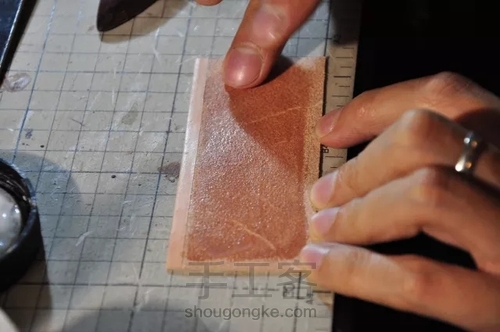
按照版型将皮料切割,保证与版型一致。
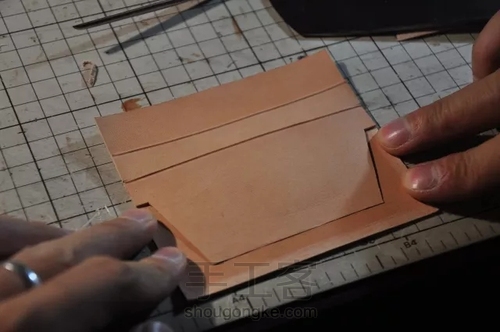
第6步:

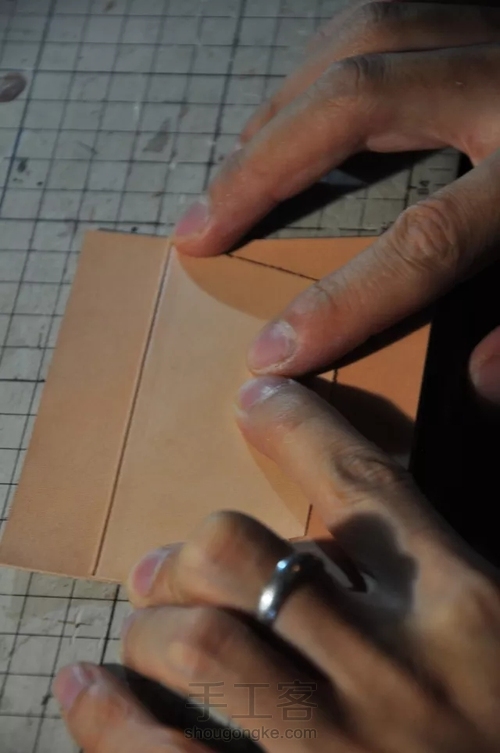
卡位折边
2-卡位折边削薄:
使用间距规确定削薄范围第7步:

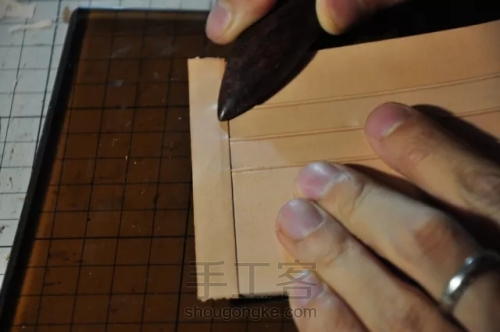
第8步:

削薄卡位顶边。
第9步:

削边详解参考图
第10步:

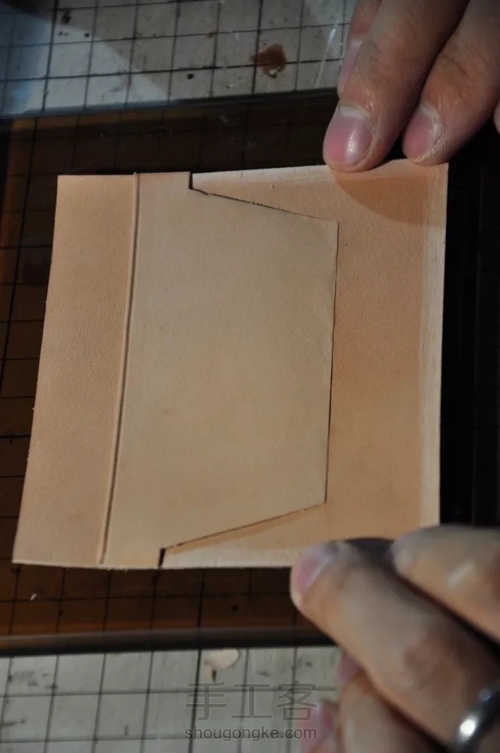
3- 折边粘合:
使用黄胶涂抹至削薄位。第11步:

沿挖槽线折边贴合。
第12步:
冷压装饰线。
第13步:
第14步:

卡位制作
4-卡位底边削薄:
削薄范围约15mm左右,边缘削薄至0.35左右。第15步:

第16步:
底面预处理,使用床面剂进行肉面处理。
第17步:

第18步:
精裁顶卡位与中卡位,版型合版。
第19步:
定位需要粘合顶卡位位置。
第20步:
打磨并且粘合卡位。
第21步:

卡位下端打斩。
第22步:

斩孔背面挖槽,为使线迹没入皮料中,保证背面平整,减少线与结构内部摩擦。缝合后使用床面剂涂至肉面缝线位置,并使用塑形棒压平。
第23步:
完成后进行缝线粘合中卡位并且缝线,步骤同上。
第24步:
粘合底卡位。
第25步:

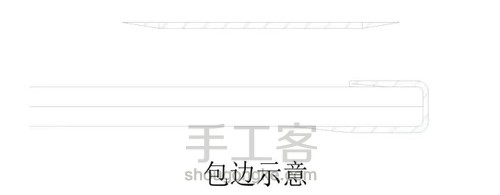
包边工艺
5-准备包边,皮料并且削薄至0.3mm。第26步:

第27步:

第28步:

外侧涂胶并将边缘折回,大约2mm。使用塑形棒进行塑形。
第29步:

绘制包边条定位线。
第30步:
粘合包边条折边一侧并且使用塑形棒整理表面与边缘。
第31步:

肉面粘合并且塑形。
第32步:
第33步:

6-沿包边条打斩,边距3.0mm。
第34步:

斩迹效果如下。
第35步:

缝合已包边边缘,并使用线锤整理线迹。
第36步:

中层结构
7-中间位置开口并且折边,方法同上折边方法,以3mm作为边距打斩缝线。最后使用塑形棒整理背面线迹。第37步:

第38步:

将卡位与中层结构组合粘贴。
第39步:

进行顶边包边,打斩缝线,步骤同上。
第40步:

第41步:

第42步:

外部大面顶边包边,方法同上。
第43步:

双面定位并且打斩,合版缝线得到成品。
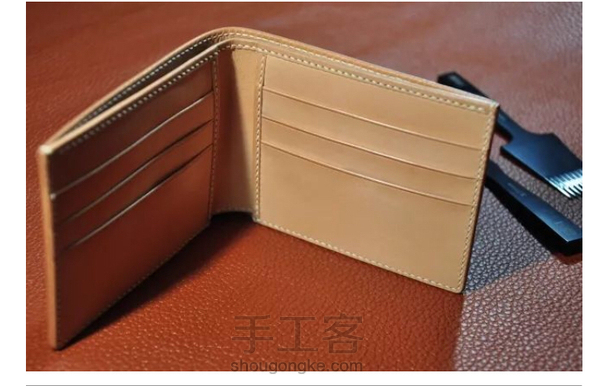
第44步:

第45步:

End!
成品效果图第46步:












