

主要材料
:| 大马士革退火料一条,约100440 | 马赛克柳钉一截,刀柄厚度决定 |
| 黄铜片比刀柄直径粗些,2个 | 紫光檀木料刀柄直径与长度 |
| 砂纸60目,100目若干360.800.1500.2000.2500. | 百叶磨片两张 |
| 502胶水N多瓶 | 不知名红木同紫光檀 |
所需工具
:| 角磨机一台 | 小电摩一台 |
| G字夹一个 |
制作步骤
:第1步:

最初退火时低估了焦炭的温度,直接融化掉。欲哭无泪的感觉……
第2步:

最初退火时低估了焦炭的温度,直接融化掉。欲哭无泪的感觉……
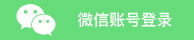
第3步:
再次裁一块料,画好形状。
第4步:

切切切!
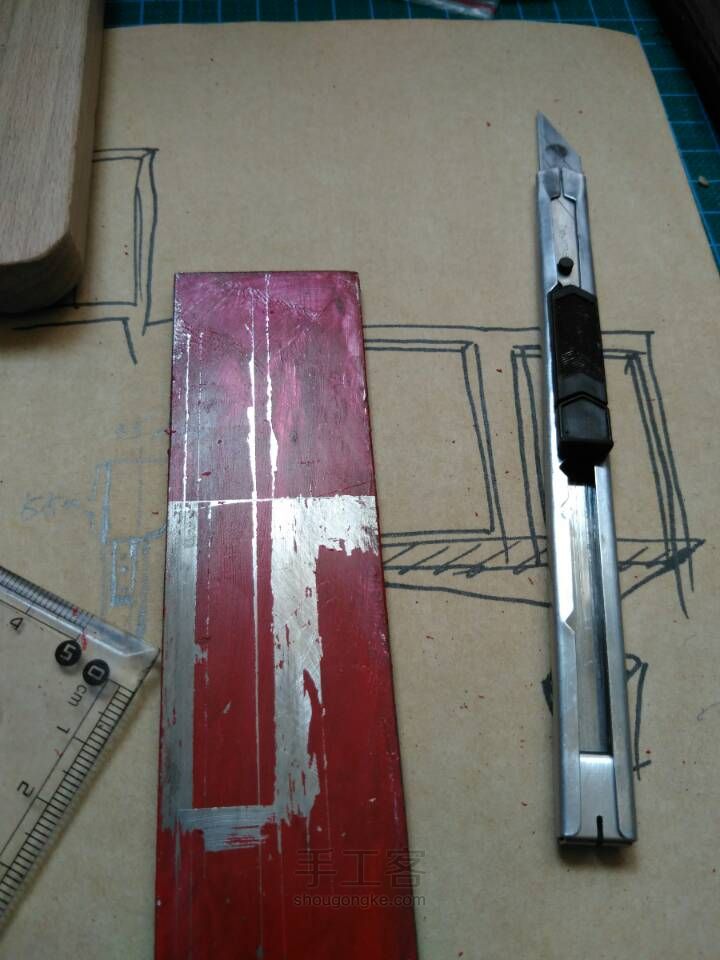
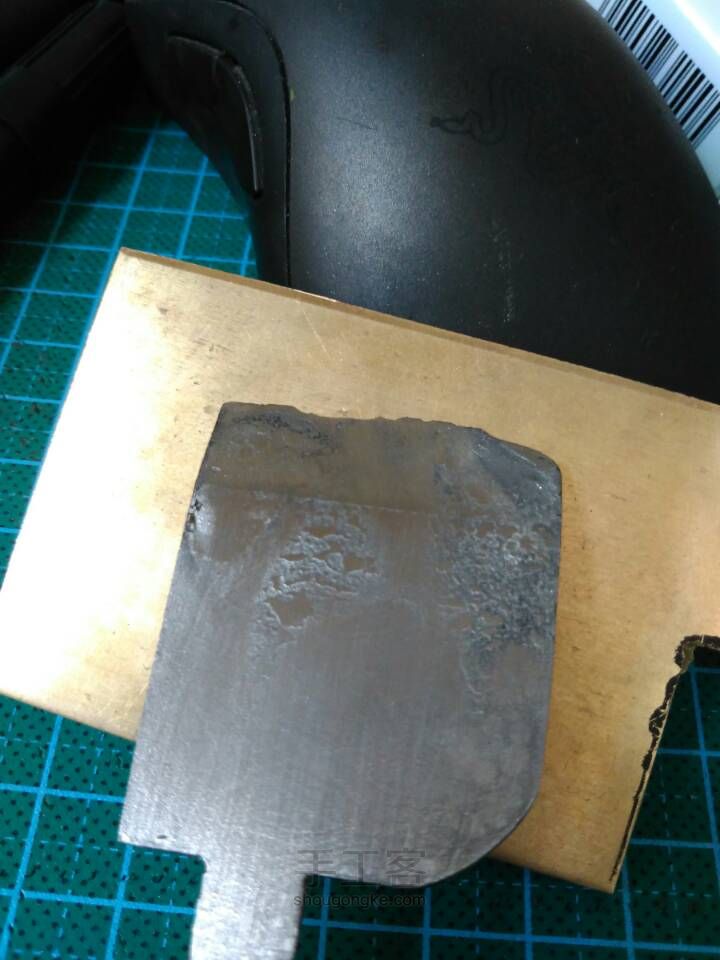
第5步:
切好后加热至800~900度,随炉缓冷退火,没啥可拍的,(退火后,钢的应力减小,硬度降低,易于打磨)这张图是退火后平磨的图片,
第6步:

平磨
第7步:

平磨
第8步:

开V,(由于没经验,这步实际是错了一半,开V不应该开的那么深,大概磨个形就好了,在退火后开始为了减少淬火后的工作量,因为淬火后,钢的硬度高,应力大,不易于加工)
第9步:
侧面图
第10步:

角磨机磨得温度太高,表面过热氧化,但可以看到由于钢材不同,氧化程度不同,而显现出的花纹。
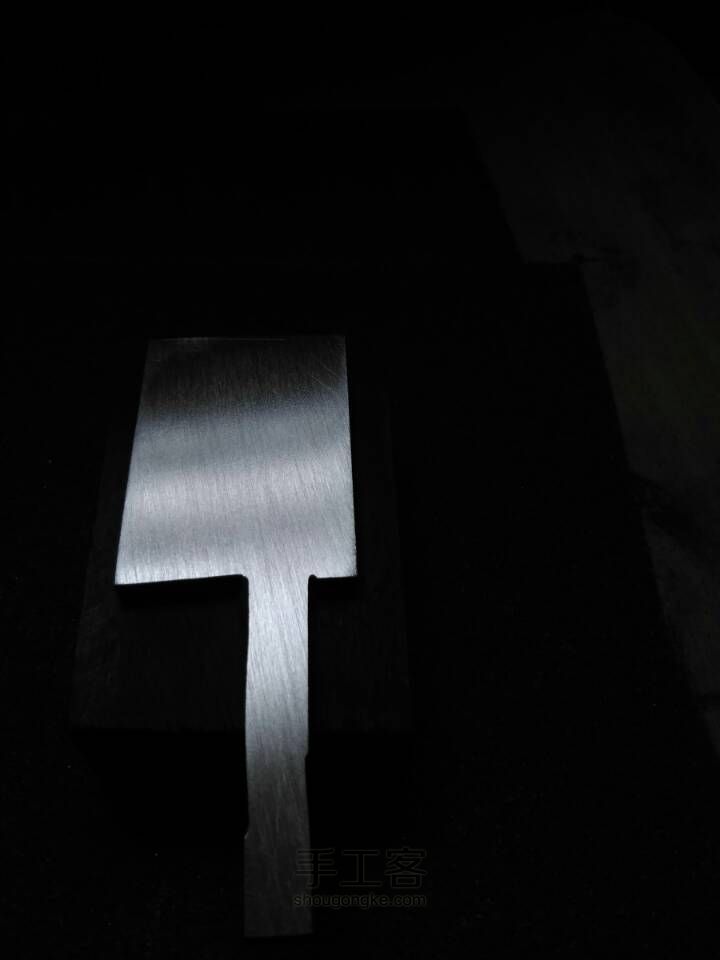
第11步:

用尾部尝试了下酸洗后的花纹,很漂亮
第12步:

用尾部尝试了下酸洗后的花纹,很漂亮
第13步:

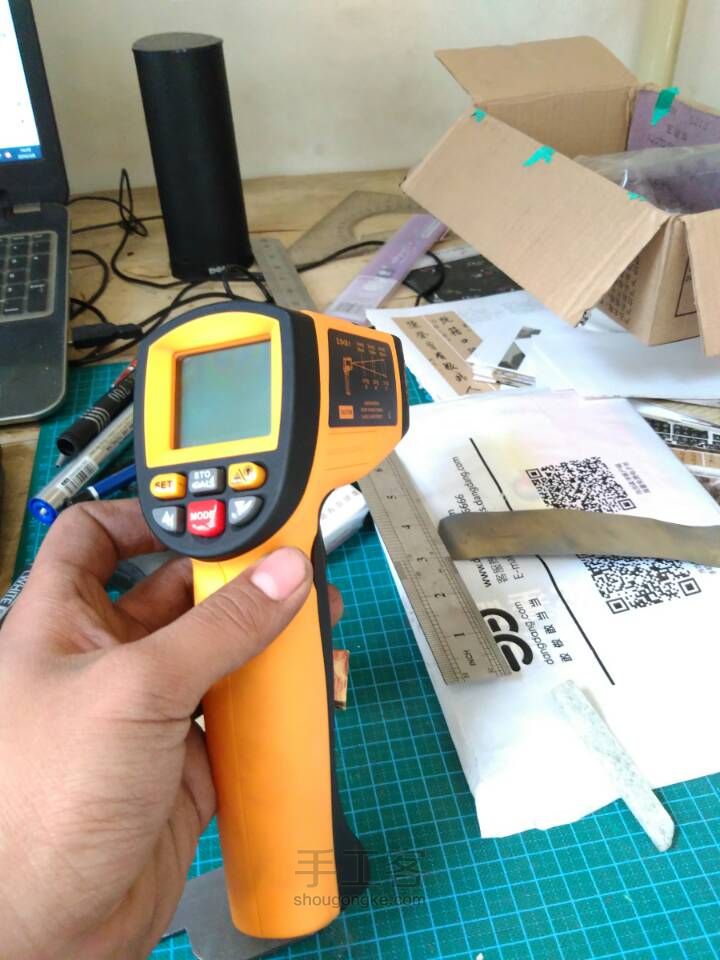
为了精准控制淬火温度,而买的神器,高温温度计,可测到1150度
第14步:
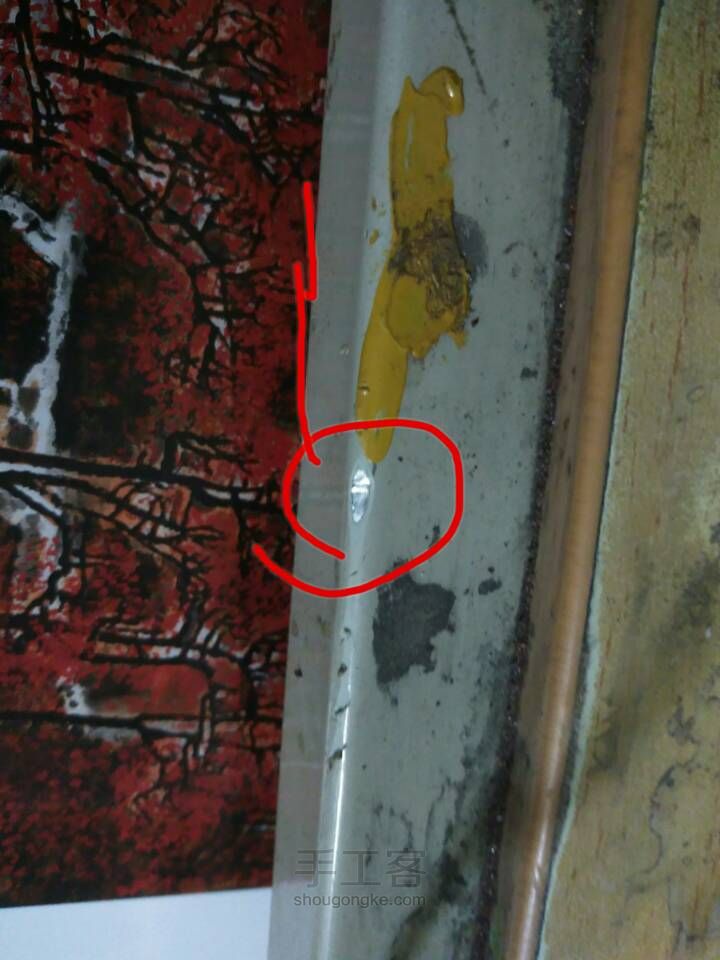
第15步:
淬火时没有拍照片,因为适宜温度转瞬即逝(淬火温度750度左右)(我写的淬火温度仅仅适用于我用的钢材,同样都是大马士革淬火温度也是不一样的,不要被我带沟里了),请原谅……图为淬火后用锤子砸出现的崩口,证明它的硬度上去了,又用锉刀搓了几下……打滑搓不动,硬度够高!!!心里各种爽,第一次实验成功了,
第16步:

这里就可以看到,前面我为什么说不应该开V开的太多了,因为前段过于薄 导致角由于温度控制不好直接烧熔了……虽然硬度达到了,但是由于在炉中温度太高,导致表面脱碳严重……
第17步:

回火(为了消除钢的应力,温度
让我钢兼顾硬度和韧性),在油中加热的,温度容易掌控第18步:

温度250有点高……应该控制在150~200
第19步:
回火后依然可削铁
第20步:

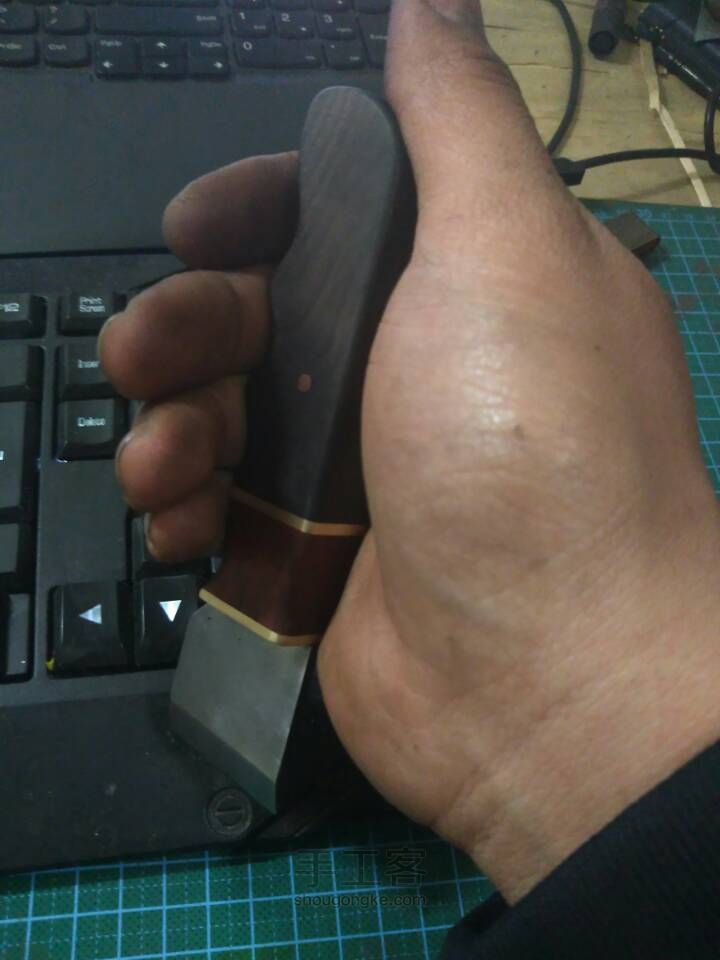
细磨,忘记拍照了,反正就是磨磨磨,砂纸慢慢来,淬火后不要用角磨机了,控制不好的话,温度过高退火了那就白淬了……然后就是酸洗,也忘记拍了,就是把钢放到酸洗剂中,等待被腐蚀,由于钢不同,导致腐蚀深度不一致,产生花纹,此图为刀柄的铜片、木头串串后串柳钉的照片。
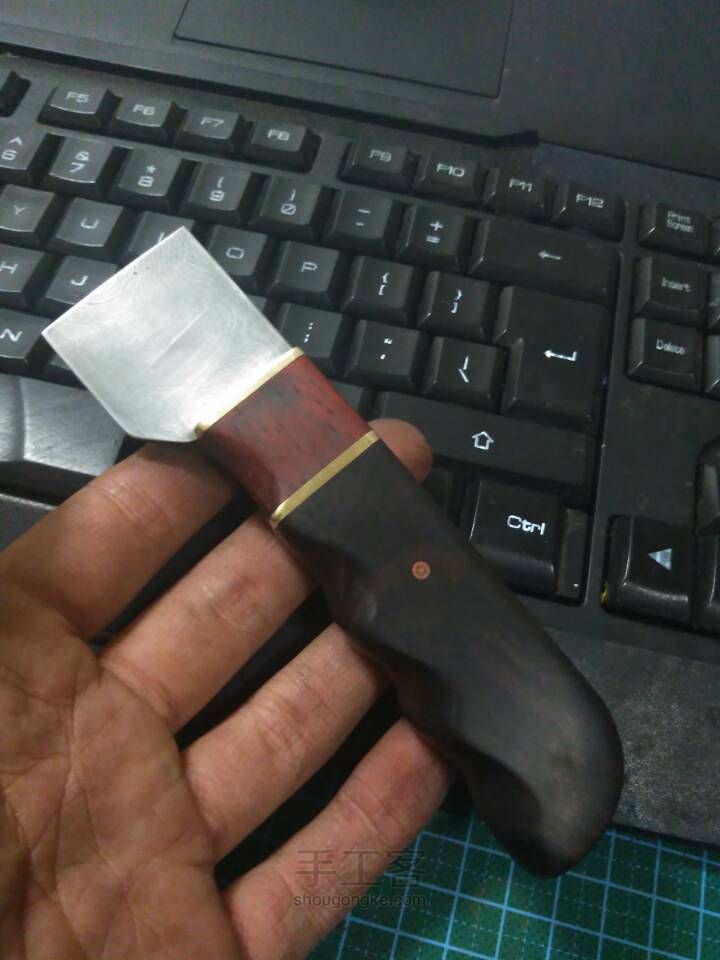
第21步:

剩下的就是各种磨……不必多说了吧……上最后的成品图
第22步:

第23步:

第24步:
第25步:
此次有各种的不如意,成品也有各种不完美。但确实刷出了很多经验值,这就是我想要的,以后一定会更好
小贴士
:此次有各种的不如意,成品也有各种不完美。欢迎各位大神指点,也希望认识志同道合的朋友,可以私信我,咱们共同进步。










