

去年听到互联网说 3D 打印机的事,说电脑设计的 3D 模型直接可以用来打印,一想这也太神奇了,特别是对于我们 DIY 爱好者来说,少个什么配件是常有的事,如果能打印那太妙了。近段时间,经了解 3D 打印机有开源代码,只要增加机电部分就可以实现,作为科技制作爱好者的我来说,必须做一个玩玩。
主要材料
:| 锯条 |
所需工具
:| 手电钻 |
制作步骤
:第1步:

锯条、手电钻镇楼
第2步:

先从网上买了一些零件和材料,不想买整套套件的原因是这样就没有 DIY 的乐趣了。
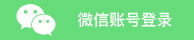
第3步:

然后从网上下载开源的 Marlin 固件,用 Arduino IDE 写入 Mega 2560 单片机开发板,再测试一下连接 ramps 1.4 板后带步进电机是否可用。
第4步:
测试的软件是 Pronterface
第5步:

开始锯角铝条。话说角铝块比木头锯起来不容易拐弯。
第6步:

用光轴、角铝和螺丝螺母组装起来的一个传动 Y轴和Z轴传动组件,这角铝和螺丝搭配做成各种零件还真方便,只用一把锯子一个手电钻就可以,避免业余环境下无法方便加工金属材料的困扰。
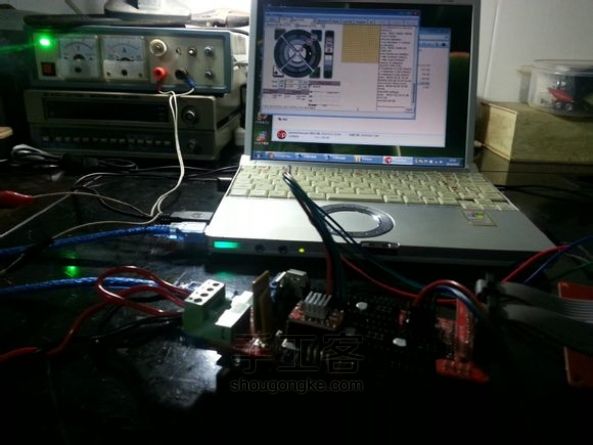
第7步:
组装工件平台 (X轴)。
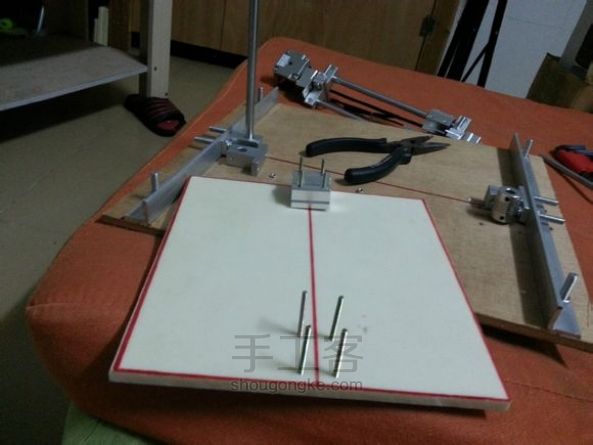
第8步:
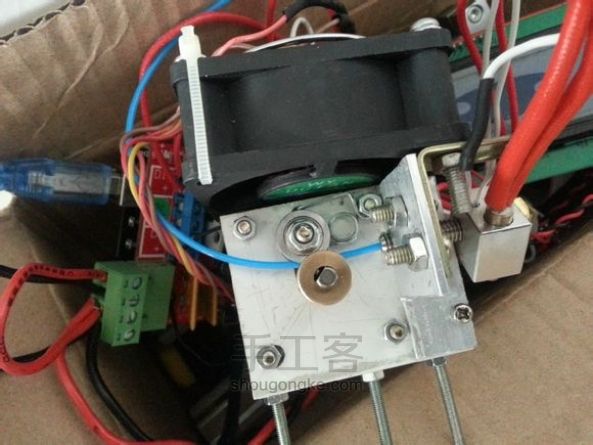
挤出机,也是用几片角铝组成。
第9步:

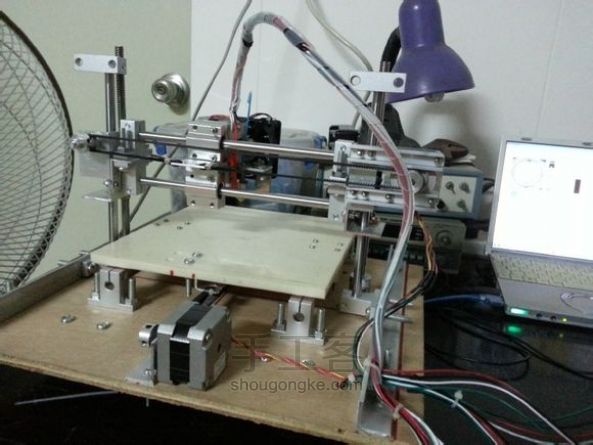
组装好X,Y,Z轴和步进电机的整体效果。
第10步:
装上挤出部分。
第11步:

整体接线完成。
第12步:

侧面效果。
第13步:

工件平台同步带传动系统。
第14步:
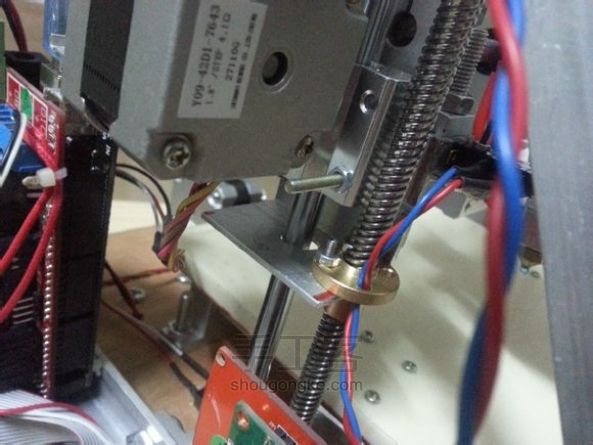
Z轴丝杆和螺母的固定。
第15步:

Y轴承同步带传动系统。
第16步:

木板下方的Z轴承步进电机和开关电源。
第17步:

底部。
第18步:

开关电源功率 12V 10A 120W。
第19步:

通电测试。
第20步:

先打印一个从 3DSMax 中转出来的方块,尼龙板上面垫了一个三合板,要不然不沾板。
第21步:

方块效果,表面有纹路,出丝效果不好,看来是挤出头压力不够,需要改进一下。
第22步:
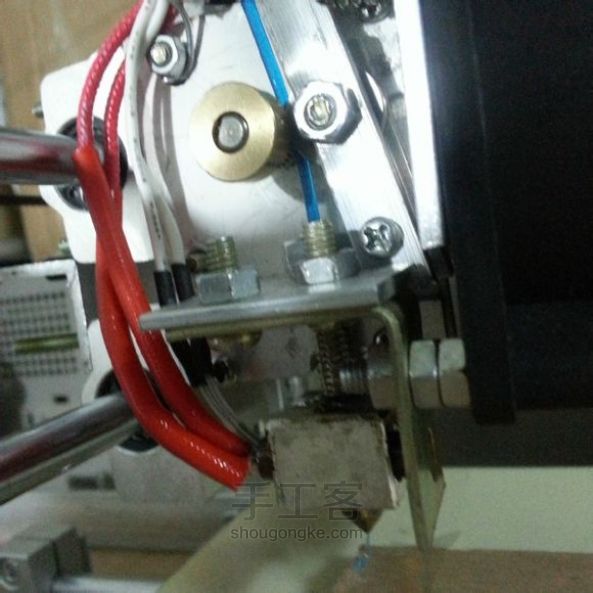
改进后的挤出机,弹簧放在端部,提高挤出力,手基本已经拔不动丝了,继续测试。
第23步:
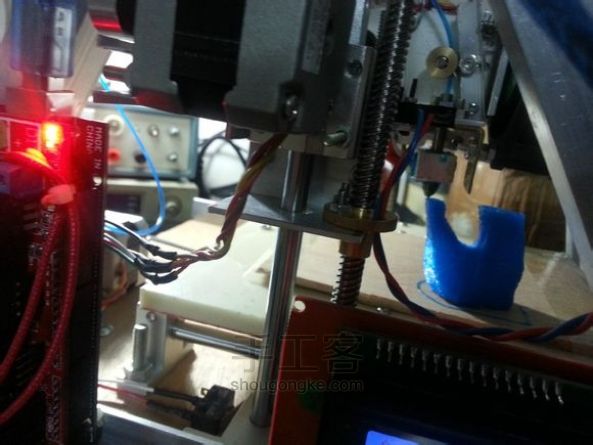
正在打印一个网上下载的恐龙头模型。
第24步:

打印好的恐龙头。
第25步:
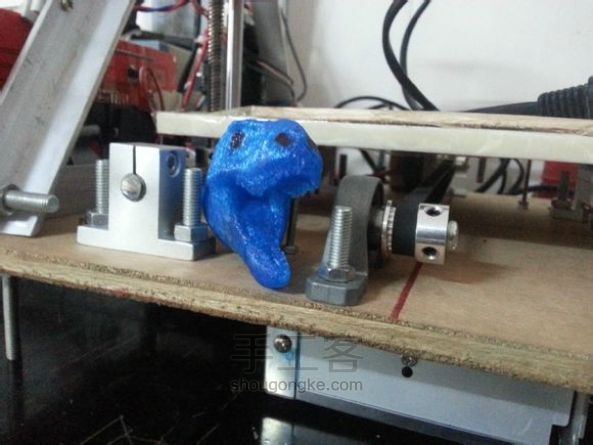
点上眼睛,更像一点。
第26步:

打印好的恐龙头正面,有没有侏罗纪公园的感觉?
第27步:

再来一张整体图,宽度和键盘差不多,不过打印范围也只有 100mmx100mmx50mm,很微型;因为有时候还是不粘板,索性又在三合板上涂了一些万能胶,因为只要一点点粘性就可以,所以涂一次可以打很多次。
第28步:
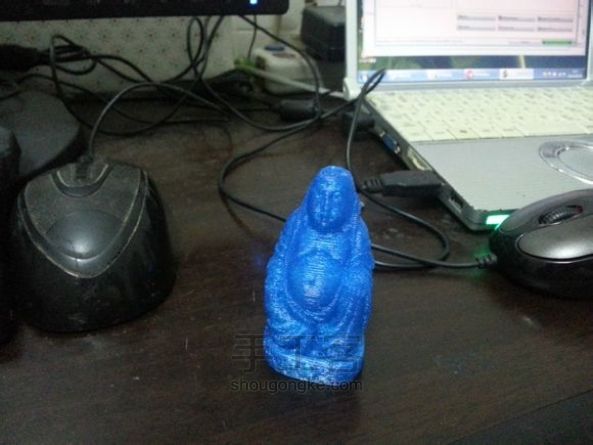
佛像,0.4mm喷嘴还是有点粗,层高用的是也是 0.4mm,看来要降低层高。
第29步:

小房子,嗯。
第30步:
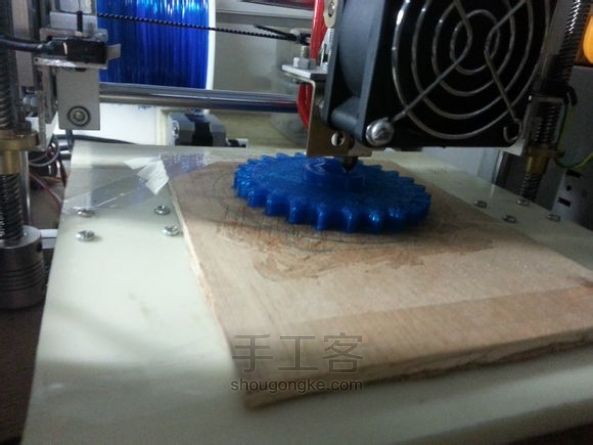
齿轮打印中。
第31步:

打印好的齿轮,轮廓精度还可以。
第32步:

装上螺栓轴,放在桌上,还像那么回事。
第33步:

调整了打印层高为 0.2 mm,打印出来更精美的小盒子,可以装电子零件等小东西用哦。
第34步:

做了这个 3D 打印机后,可以用在生活中啦,比如我租的房子没有热水管,用热水就是用热水器喷头来提供,以前像这样放着,不稳定很容易掉下来。
第35步:
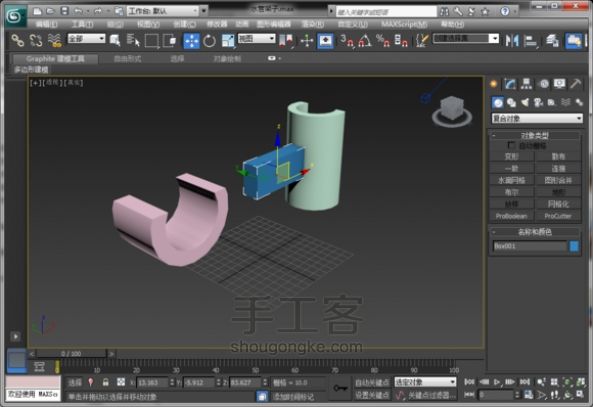
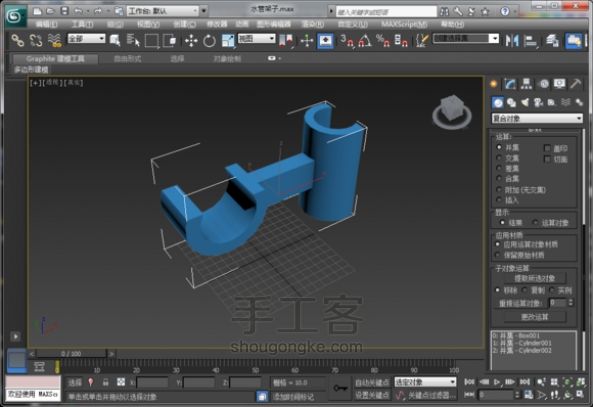
后来想着有 3D 打印机啦,可以定制一个东西来固定呀,于是打开 3DSMax 开始做一个简单的架子模型,
就是一些圆柱体长方体切片组合之类。第36步:
第37步:

打印完之后,装上,很稳固,这样一来,要用热水就固定在这,要淋浴就可以取出喷头放在原来的架子上。
第38步:
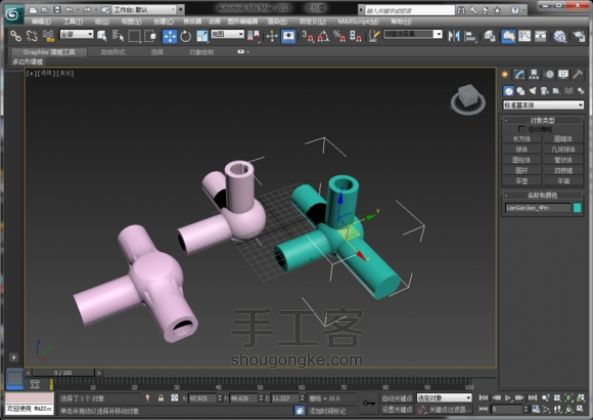
家里有些废弃的蚊帐骨架,丢了可惜,何不利用起来?于是乎尺子锯条加 3DSMAX
第39步:

上小小打印机,打印出来,组装如下图:
小贴士
:一、硬件:
角铝 30x30x3mm 共 2米
尼龙板 200mmx200mmx10mm 一块
光轴轴承套 200mm 直径 8mm 共 6 组
T8 丝杆套 2 组
42 两相四线步进电机 Y09-42D1-7643 共 5 个 (X,Y轴各一个,Z轴两个,挤出头1个)
2GT 同步轮 4个
2GT 同步带 2 米
用于同步带固定的尼龙扎带若干。
带铜皮的限位开关 6 个 (X/Y/Z每轴两个)
atmega2560 开发板 1 个
ramps 1.4 扩展板 1 个
a4988 步进电机驱动板 5 个
2004 LCD 3D 打印机控制板 1 个
4Pin 杜邦线 x 0.5米 10 根
挤出头加热铝块 M6 螺纹的 1 个
12V 40W 加热头 1 个
100K NTC热敏电阻 2 个,一个放在挤出头,一个放在热床(我这打印机没有热床,所以就悬空)
1.75mm耗材进料喉管,带铁氟龙管(有效防止耗材提前膨胀堵头) 1 个
1.75mm耗材用 0.4mm 黄铜喷嘴 1 个
挤出轮 1 个
挤出 U 型滚动轴承 1 个
挤出头散热小风扇一个,直径40mm,12V,直连电源,保持吹风,不容易堵头。
螺丝螺母 直径 4 mm, 5mm, 6mm, 8mm, 若干
五合板 300mmx250mm 1 块
热所管若干
电缆塑料套管 1 米
1.75mm PLA 打印耗材 1 卷
大口 USB 屏蔽线 1 米
开关电源 12V 10A 1个
二、软件
固件 Marlin
编译烧录固件使用的是 Arduino IDE,烧录前要安装串口转USB驱动。
编译时候修改了以下宏定义
#define BAUDRATE 57600 (老笔记本无法用高的波特率,机器好的朋友可以设高一点)
#define MOTHERBOARD 33 (单打印头配置)
#define REPRAP_DISCOUNT_SMART_CONTROLLER (表示带有LCD控制器,把注释去掉)
我打印机尺寸比较小,所以把下面配置修改小一些 (110mmx110mmx60mm)
#define X_MAX_POS 110
#define X_MIN_POS 0
#define Y_MAX_POS 110
#define Y_MIN_POS 0
#define Z_MAX_POS 60
#define Z_MIN_POS 0
#define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402, 78.7402, 400, 300}
DEFAULT_AXIS_STEPS_PER_UNIT 这个参数的第三个数是 Z 轴脉冲个数每毫米,我用的螺杆导程是8,
而42步进电机是每步1.8度,即200脉冲每圈,Marlin固件的细分数为16,所以计算方法如下:200*16/8=400;
最后一个参数是挤出头速度,这个参数和挤出轮大小和挤出机减速比有关,
如果你觉得挤出的丝太多可以减少这个值,反之亦然。
编译好后烧录,用 pronterface 能连接发现的新 COM 口,且能控制 X, Y, Z 轴和挤出电机的转动就算OK了。
三、打印操作
从网上下载 STL 模型或者自己用 3DSMax 之类的建模然后导出成STL,
得到 STL 后用 slic3r 切片,得到 G 代码文件,
然后用 pronterface 装载 G 代码文件,进行打印即可。
大家参照《只用锯条、手电钻、螺丝刀 DIY 的小小 3D 打印机》教程做的作品
关于《只用锯条、手电钻、螺丝刀 DIY 的小小 3D 打印机》教程的评论:









