前羽|谈谈皮具工具的设计和做工(二)——可调押捻/压槽
图/文:前羽
今天咱们谈的,是第二期的内容,可调押捻/压槽。我知道拍几张好照片,再说些煽情的话,可能比科普类的文章更受欢迎。
但是对不起,前羽没有这么好的文采,同时我觉得,把本质和加工细节剖析,娓娓道来,看似揭了自己的老底,封堵了高利润的可能性,但是实际上是使市场更理性和透明。
显然这样的市场环境更有利于努力付出的卖家生存下来,对整个行业发展也更为有利。
希望大家能理解前羽写这些文章的一番苦心。
整个系列,理论配合实例,目前暂时计划会有如下几篇文章:
1. 谈谈皮具工具的设计和做工(一)——半圆刀;
2. 谈谈皮具工具的设计和做工(二)——可调押捻/压槽;
3. 谈谈皮具工具的设计和做工(三)——间距规
4. 谈谈皮具工具的设计和做工(四)——斩
5. 谈谈皮具工具的设计和做工(五)——综述
鉴于一些皮友可能没有耐心看完,我把几个优点写一下:
1. 整体是用高精密的数控加工中心完成,整体精度较高,品质稳定;
2. 采用多种表面处理方式,外观及手感一流;
3. 解决了早期其他品牌压槽螺丝容易滑丝的问题;
4. 手柄和铜箍进行了升级,长时间加热使用不会烫手;
5. 一支可调,省了多支固定间距的钱。
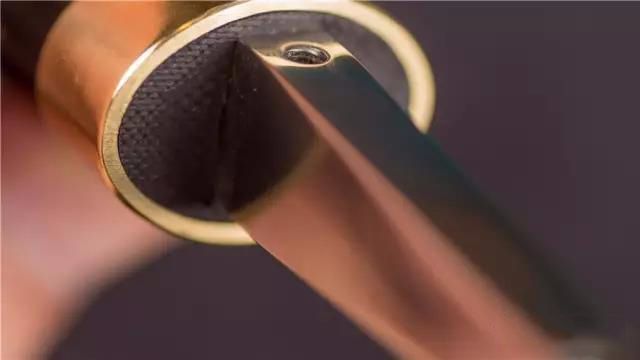
首先需要说明的是,压槽,类似于日本工具中的溝念,用于日式风格中的压槽埋线。而押捻,则是主要用于断削起鼓的边缘塑形。
这个产品其实在2016年年初就出了初版并且打了样品,但是细节方面不是很满意,于是经过2017年的改进,2017年3季度末差不多完成了生产(当然生产得也不多)。
之所以生产这么慢,是因为每一个零件都要高精密机械加工,做一个样品比做一批成品还麻烦,成本也更高。每次改动都要重新画三维图纸,编程,实在是很痛苦。
另外,鉴于很多皮友对金属的表面处理不是很懂,这里也会着重介绍一下,石洗、喷砂、氧化等工艺。
而这些,也都是前羽工作室有别于其他人的技术秘密。石洗的磨料很多种,机器大小和石洗时间长短都会对最终效果产生影响。几个表面处理的交互搭配也会产生一定影响,这些,都需要大量的经验积累和实际操作才能做到。
至于那些关键部位表面线切割痕迹还露在那里的东西,我是看不入眼的,就像你用多了马臀以后,回过头再来看疯马,审美和当时肯定不一样。
押捻和压槽的设计原理,其实是一样的,只有细节上面有一些区别,所以以押捻为重点描述,压槽同理。由于前羽不是机械专业出身,经验都来自于多年的设计加工和经验积累,故描述中一些词汇并不专业,大家将就看看。
目前市场上还没有一个可调节的押捻出现,针对于多种实用的情形下,皮友要配备多个押捻使用。这不仅造成金钱上的浪费,也会造成多种工具间的配合问题(固定边距的压槽和押捻,不同品牌的同个规格也略有差异,更不用提加工上的精度误差了)。
可调的结构,从原理来说很简单,是通过靠山的调节来达到使用部分间距的调整。
这个设计理念在老式的工具上早有体现,但是受制于当时的技术和加工精度,我觉得并不完善。
这个工具主要解决的,是螺丝的寿命问题,靠山的调节和固定。还有就是加工精细度和表面处理上会有一些亮点。
主体用的材料为304不锈钢(导热速度较快且不像铜那样容易氧化),侧边调节片的材质,着实让我伤了一番脑筋。
为了由于调节片可能会长期处于弯曲状态,所以需要选择回弹能力较好的材料。DC53因为不防锈,第一时间就被放弃了。
后面找了一种弹簧不锈钢,但是抛光出来的颜色泛黄,和主体304不锈钢不搭,所以狠狠心上了TC4钛合金。
钛合金具有重量轻,弹性好,强度高的优点。关键的关键,是可以通过阳极氧化和烧钛,做很多种颜色和效果出来。
可调押捻和压槽,做了很多全钛合金版本的,后续会慢慢做出来。
调节螺丝是定制的不锈钢螺丝,会在下面具体介绍。
可调押捻在2.5mm到7mm之间,可调压槽在1mm到5.5mm之间(压槽的压脚有1.6mm的宽度!),本来常用范围是小于这个的,只是由于某人非要在皮边压装饰用的宽槽,非让我将可调范围设计得大一些,可恶得很,必须加价卖给他!
由于存在较大的调节范围,所以在中间档范围的时候,靠山底部会和头子形成一点小缝隙,这个在设计的时候就必须考虑好,否则可能会在调节过程中卡住而无法调节,或者因为留的缝隙过大而卡不住薄皮。
押捻的高低差是0.9mm。做断削起鼓的时候,一般会把皮边从2.0mm左右削薄到1.2mm左右,考虑到押捻压在皮面上,皮子会略有收缩,所以靠山的底部,最终打磨后厚度在0.9mm左右,完全贴合实际实用。
压槽的高低差是0.6mm,因为压槽主要用于日式/美式风格的制作,需要用到压槽的皮面厚度不会低于1.4mm。
很多日式或者国内仿日式的工具,主要是用以下结构来实现工具使用的头部与靠山的分离。
早期的这类产品(主要是可调压槽,可调押捻没人做),因为在单侧都是简单开了2个圆形螺丝孔,所以越拧螺丝越紧,而且用的锌合金螺丝镀铬,给人是一种不锈钢的视觉感受。
但实际上锌合金的硬度较低,在过紧的时候,容易拧花滑丝。至于后面是否有改进,就不得而知了。
前羽为了改进螺丝的寿命,在整体的头部,采用了加装轴套(有的人叫这个丝中丝,意思内外都攻丝套丝)的方式。
原理是头部开孔并攻螺纹,而轴套是内外双螺纹的,尾部通过内六角进行调节,以此来人为调节松紧度,达到不易滑丝的目的。
头子内部螺纹细节。里面有加工时残留的粉尘,所以看着纹路不明显,轴套装一次就能把粉尘挤出来。
在调节靠山的时候,螺丝的运动轨迹是一条弧线。这就是为什么直接拧一颗螺丝的方法容易造成滑丝!螺丝在调节的过程中,轴向是一直在变化的,而固定螺丝的内螺纹是固定的,这个矛盾无法调和,所以一些结构简单的压槽用一段时间以后螺丝会出问题。
这个轴套和头子上开的孔,通过故意加大公差的方式,使之配合并不那么紧密,留下一定的余量来减小因螺丝运动方向改变而带来的过紧、滑丝等问题。实测有效!
同时调节片上的螺丝孔,必须开成跑道状,留足余量,否则容易将螺丝卡得过紧,这个我想大家应该都能理解。
侧边调节片的固定螺丝,也是用的不锈钢,外加一个弹簧片和一个垫圈,弹簧片负责把螺丝推进的力传导到垫圈上,使得垫圈均匀受力,使固定更牢固。
几种前羽常用的表面处理:
1. 抛光:对于某些工具需要和皮子直接接触的地方,必须倒圆角并做高抛光,防止棱角和粗糙的表面划伤皮面或留下印痕,但是抛光必须耐心,如果底部的划痕没有完全去除干净,就会是下面这样的结果,即便抛光了,也会有波浪纹。
这是前羽边线器的头部抛光,微距镜头下,两者的区别就能看出来了。
2. 拉丝:是指在金属表面做出拉丝效果,视觉上比抛光面具有更好的耐划痕能力(主要是因为本身有拉丝痕迹,再有划痕不会像在镜面上那么明显)。具体有手工拉丝和机械拉丝之分,手工拉丝的优点在于方向整齐划一,拉丝痕迹连续,而且由于在拉丝前会先把金属表面抛成镜面再进行拉丝,所以整体非常光洁干净。缺点是实在是太贵了,一个刀身的完美拉丝,能做上一下午。
如图为国内著名的刀匠次世代刃物做的拉丝效果。
机械拉丝,一般拉丝不连续,且略微粗糙,但是架不住成本低,为性价比的选择。
3. 喷砂:是利用空气压缩机,将极其细微的砂粒高速喷射在金属表面,做出磨砂的效果。喷砂主要是为了去除工具表面的细微毛刺,为石洗工艺做准备。砂粒的选择很关键,工业生产的厂家,一般用粗砂,这样在工具的毛胚加工阶段可以做得粗糙一些,靠后期粗砂喷掉毛刺。前羽用的砂粒,相对比较细腻,喷砂的效果会细腻不少;
4. 石洗:是指在机器中,将工件和磨料混合进行滚动摩擦,去除表面细微毛刺以及制造不规则划痕。
低目数劣质的石洗是这样的。
前羽的石洗效果是这样的,比较细腻(请忽略微距镜头下放大的加工痕迹)。
石洗的磨料种类,目数高低,石洗机的大小,震动的时间长短,工序的安排,都会对最终效果产生影响。但是对不起,前羽不会把自己多年的研究所得细节部分写出来,免得被同行学了去,这点私心相信大家也不会见怪吧。
5. 阳极氧化:钛合金之所以被edc圈子广大玩家接受,就在于其表面可以做出多种不同的色彩。阳极氧化是其中比较常见的,这个工艺之前在美工刀出来的时候已经介绍过了,主要还是通过不同厚度的氧化膜,对光线的影响产生不同的颜色效果。好的电解液能做出更多的色彩,但是用什么电解液是有讲究的!
6. 烧钛:钛合金表面在高温下会形成氧化膜以及不同的色彩,耐磨程度比阳极氧化更高。当然很多效果就要取决于手工控制加工工具的水平了,还有审美。流水纹火焰纹等,都靠纯手工来把握。什么?用什么工具加热?什么类型的喷枪?都有讲究!
主体头子必然是高度抛光的,毕竟要和皮面接触。而调节螺丝为了手拧方便,表面是要处理的略微带点磨砂的感觉。那么中间的侧边调节片,作为过渡,就选择了抛光+拉丝。
这个就没必要特殊说明了,看外观即可,压槽的压脚宽度是1.6mm,正好匹配各类斩齿宽度。头子各部分边缘都是高抛光和倒角,压出的槽和起鼓非常圆润。
调节螺丝因为需要用手拧动,拧进去后不能紧紧挨着靠山,否则手拧会很累,所以这种形制是需要定制。同时考虑到增大摩擦的需求,螺丝周边进行了滚花处理。
看一下这张图就明白了(网上搜的,如有侵权请告知后删除)
固定螺丝,我本来是打算做扁平的类似国外知名刀具品牌克里斯里夫折刀上用的扁平蘑菇头螺丝,但是市面上没有买到,定制螺丝又太贵,所以选了半蘑菇头的形制,机械感比较强,至少我个人还算比较喜欢。
螺丝在加工完成后,表面会存在一定的微小毛刺,劣质的产品往往不深度加工就直接上市了。而前羽的精加工是要做表面处理的。为增加表面的磨砂感,前羽采用的是喷砂石洗的工艺。同时为了增加质感(普通石洗后螺丝颜色发暗不是太美观),对螺丝进行了升温氧化处理,做成了枪色。
侧边调节片为了提供更好的弹力和可操作性,从初版的1.2mm厚度减薄到了1.0mm。调节片的外形不规则,尤其是内侧,打磨起来相当吃力。
为了和头子及螺丝匹配,内侧做了抛光,外侧做了机械拉丝。嗯,做拉丝效果其实就是为了演示一下多种表面处理,做一下科普,其实从实用性上来说,拉丝也并没有提高多少。
值得注意的是,侧边调节片打磨前需要留好打磨余量,否则多零件互相结合容易造成不匹配的情况。
其实钛合金的侧边调节片可以阳极氧化出更多的颜色,比如粉色,蓝色,绿色等,如图。
但是因为螺丝已经被我全部氧化石洗成了枪色,颜色不一定搭,所以要等下一批螺丝,再氧化成蓝紫色进行搭配。不锈钢螺丝的蓝紫色氧化效果如图,对于温度的控制需要非常精确,否则颜色就出不来
。
下图的螺丝实际上是蓝紫色的,反光造成的色差。
毫无疑问还是做的G10材质,优点就不多说了。本次手柄根据皮友的意见,在原有裁皮刀的手柄上进行了一定的改进,加长了5mm,尾部由内凹改为微微凸起,更方便押捻/压槽发力。使用裁皮刀比使用押捻/压槽的所需的用力小一些,所以仍然采用尾部内凹的设计提升手感。
之前有2位(真的只有2位,不是虚数)的边线器用户给我提了意见,说边线器长期加热使用铜箍会比较烫手,所以这次把铜箍由全包覆改为半包覆,有效避免了头子把热量导入到铜箍上。
做这样的结构,很容易出现的问题是,固定头子的胶水会从接触的地方溢出,不过我采取了一个小小的改进,可以做到基本上看不到胶水(不排除安装过程中稍微粘上一点)。也许品控并不一定能避免所有的加工瑕疵,但是合理设计及加工,可以有效地提高完工度,降低瑕疵率。
可调押捻/压槽的使用方法比较简单,在小间距的时候,只需要拧调节螺丝即可。
小间距拧调节螺丝示意图
大间距的时候,需要用内六角螺丝刀调节轴套,使轴套往外顶,和调节螺丝形成一顶一压的状态将调节片固定。
我琢磨着啊,如果要完全做到调节过程中靠山和压脚的平行,估计得做这样的结构,不过这样一来估计造价不菲了。
写了这么多,到这里也该收尾了。希望大家看了能有所收获。敬请期待下一篇。